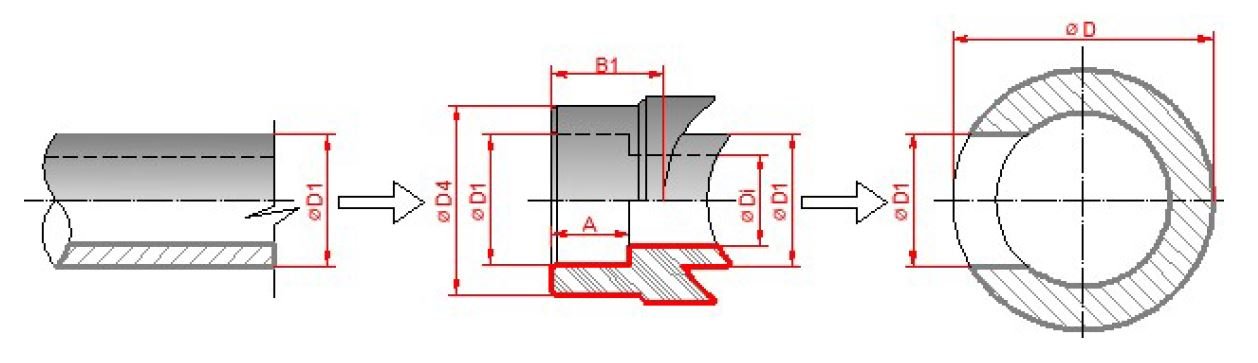
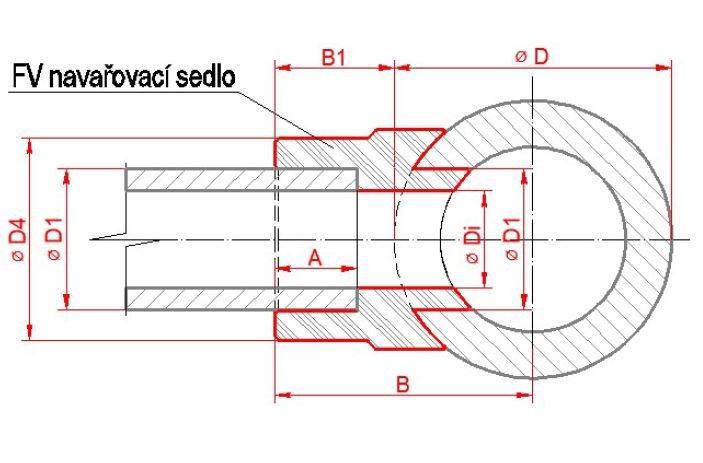
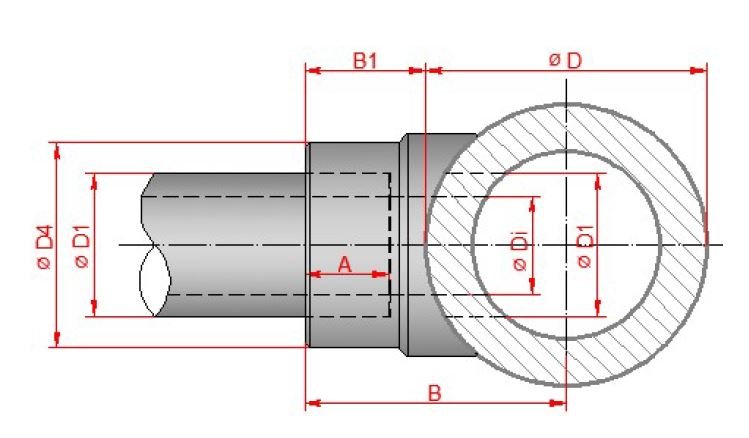
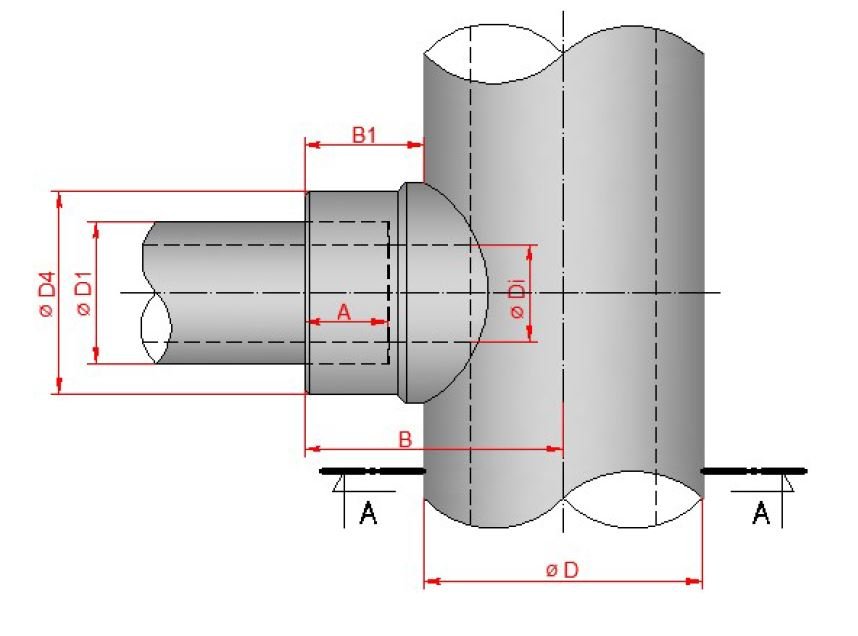
Postup provedení dodatečné odbočky na potrubí PPR a PP-RCT pomocí FV navařovacího sedla
Popis a hlavní výhody:
- tvarovky pro vytvoření dodatečné odbočky na potrubí, nahrazení tvarovky T-kus redukovaný a redukcí, případně přechodek se závitem vnitřním a vnějším
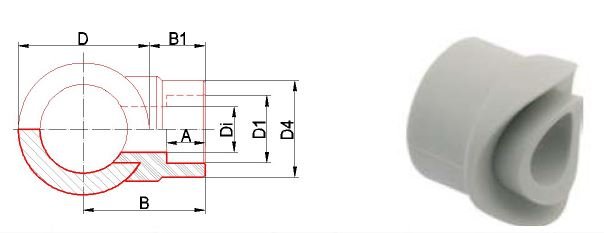
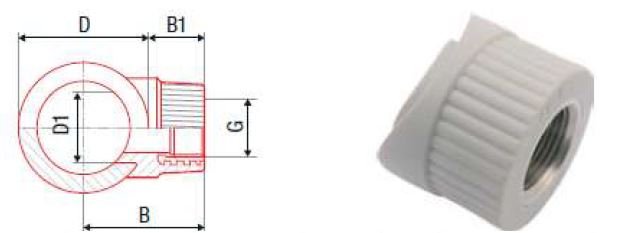
- vytvoření dodatečné odbočky vnějšího průměru D1 na potrubí s vnějším průměrem D
- min.průměr potrubí D pro vytvoření dodatečné odbočky je 63 mm
- min.průměr D1 vytvořené dodatečné odbočky je 25 mm
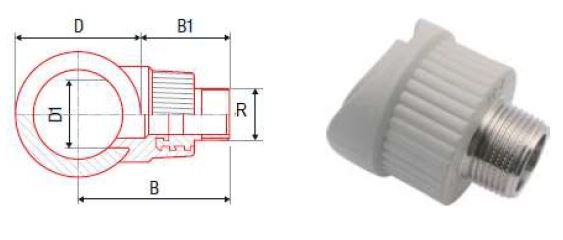
- vytvoření dodatečné odbočky se závitem vnitřním nebo vnějším od 1/2"
- ušetření času montáže a místa pro zredukování potrubí
- správně provedený spoj odpovídá tlakové třídě PN20